窒化処理


耐摩耗性の向上に優れた効果を発揮する表面改質熱処理。
窒化処理は熱処理の中でも表面改質熱処理の一つとして分類され、鉄鋼の表面より拡散浸入した窒素が、金属元素と化合し硬い窒化物を形成して、鉄鋼表面を硬化させる処理で、耐摩耗性、耐疲労性、耐食性、耐熱性が向上します。
TECHNOLOGY加工技術
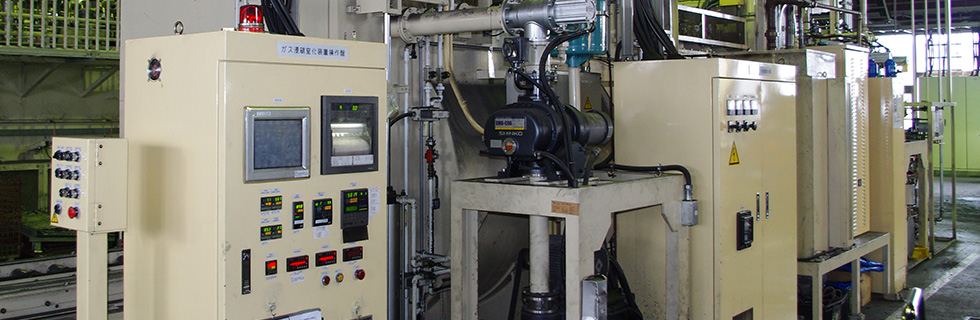
イオン窒化(プラズマ窒化)
真空中のグロー放電を利用した窒化方法で、プラズマ窒化とも呼ばれています。処理炉の内部を真空ポンプで排気した後、窒素や水素などの混合ガスを炉内に導入し、処理炉内部を陽極、処理製品を陰極として電圧をかけてグロー放電を発生させて窒化処理を行います。

特徴
- 低温処理のため、歪みが少ない。
- 耐摩耗性、耐疲労性が良好。
- 耐食性が向上する。
- 様々な金属・合金への処理が可能。
適用可能な主な鋼種
- 鉄鋼材料全般
塩浴軟窒化(液体窒化)
570℃程度に加熱したシアン化ナトリウムの塩浴中で窒化処理する方法で、表層に化合物層を析出させ、表面硬化させます。
特徴
- 低温処理のため、歪みが少ない。
- 耐摩耗性、耐疲労性に良好。
- 耐食性が向上する。
- 様々な金属・合金への処理が可能。
適用可能な主な鋼種
- 鉄鋼材料全般
ガス軟窒化
炉内にアンモニアガスをベースとしたガスを導入し、アンモニアガスに含まれる窒素が鉄鋼表面より内部に拡散浸入し表面に化合物層を形成、表面硬化する処理です。
特徴
- 低温処理のため、歪みが少ない。
- 耐摩耗性、耐疲労性に良好。
- 耐食性が向上する。
適用可能な主な鋼種
- ステンレス鋼以外の鉄鋼材料全般
ガス浸硫窒化
鉄鋼材料の表面に浸硫層と窒化層を形成し、摺動性や耐摩耗性に優れた効果を発揮する表面改質処理です。
特徴
- 耐かじり性の向上。
- 耐焼き付き性の向上。
- 摩擦抵抗の低減。
用途
- ダイカスト金型等の表面処理にも採用されています。
CASE加工事例
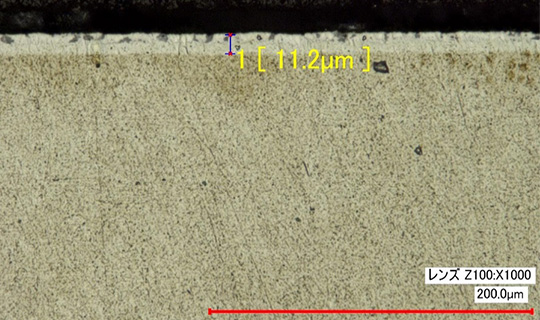
CASE1.自動車部品の加工例1

| 名称 | ボルト |
|---|---|
| 処理方法 | 塩浴軟窒化 |
| 材質 | SUSXM7 |
| 表面硬度 | HV1200程度 |
| 化合物層深さ | 14µm程度 |
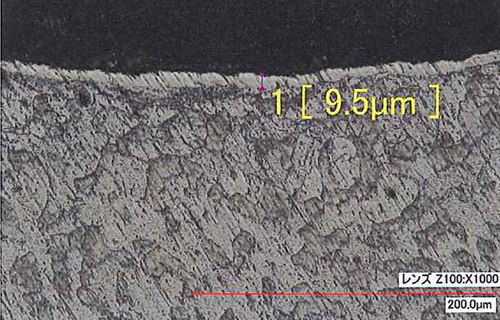
CASE2.自動車部品の加工例2
| 名称 | スリーブ |
|---|---|
| 処理方法 | ガス軟窒化 |
| 材質 | S45C |
| 表面硬度 | HV680程度 |
| 化合物層深さ | 8µm程度 |
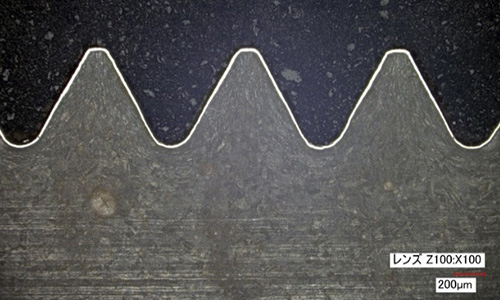
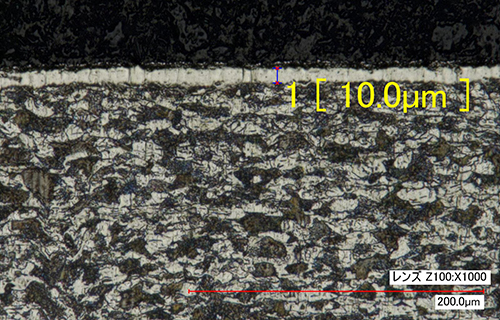
CASE3.産業機械部品の加工例
| 名称 | ギヤ |
|---|---|
| 処理方法 | ガス軟窒化 |
| 材質 | S25C |
| 表面硬度 | HV600程度 |
| 化合物層深さ | 10µm程度 |
CASE4.金型部品の加工例

| 名称 | 金型 |
|---|---|
| 処理方法 | ガス浸硫窒化 |
| 材質 | SKD61 |
| 表面硬度 | HV1050程度 |
| 浸硫層+化合物層深さ | 150µm程度 |