浸炭熱処理


製品表面のカーボン濃度を高めた状態で焼入するため、
表面近傍が非常に硬くなります。
焼入によって得られる硬さは、主に材料に含まれる炭素量に依存するため、低炭素鋼を焼入して得られる硬度はあまり高くありません。そのため加熱中に製品の最表面より炭素を浸入・拡散させ、製品の表面炭素濃度を適度に上げて焼入する事で、低炭素鋼でも製品表面が高硬度を得られる処理方法です。表面は浸炭焼入で硬化し、内部は素材の炭素濃度のままであまり硬くならないため、疲労強度や耐摩耗性が向上し、靭性に富んだ材料とする事が可能です。
TECHNOLOGY加工技術
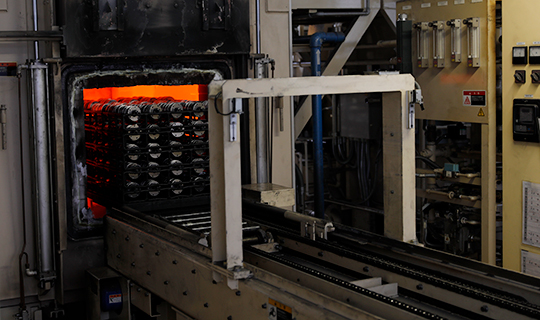
ガス浸炭焼入
浸炭性ガス中で鋼材を加熱し、浸炭させる方法です。弊社では吸熱型変成ガス(プロパンガスとエアの混合ガス)をベースに、炉内のカーボンポテンシャル(CP:炭素濃度)を調整し、浸炭を行います。
浸炭後の焼入冷却には焼入油を使用しており、
- ホット油(高油温で使用、焼入歪みを抑制)
- セミホット油(ホット油とコールド油の中間の性状で、幅広く適用されます)
- コールド油(低油温で使用、冷却性が高く肉厚品、炭素鋼や低合金鋼に最適)
以上の3タイプの焼入油を材質や形状によって使い分けております。


特徴
多品種少量生産対応が可能なバッチ型浸炭炉ラインと、大量量産品の生産対応が可能な連続型浸炭炉ラインの2工場で処理を行っております。
適用可能な主な鋼種
- 肌焼き鋼(SCM415等、低炭素の機械構造用合金鋼)
ガス浸炭窒化焼入
ガス浸炭焼入と同じ設備を使用しており、浸炭が炭素を浸入・拡散させるのに対し、炭素を主体として窒素を同時に最表面より浸入・拡散させて焼入する処理で、浸炭だけでは硬化しない合金成分の少ない低炭素鋼、低合金鋼等の材料で主に利用されています。
特徴
- 浸炭焼入と比べて処理温度が低く、寸法変化や歪みが比較的少ない。
- 浸炭焼入と比べ硬化層が浅い。
- 窒素を浸入・拡散させることにより、焼入性が向上するため、安価な材料を適用できる。
適用可能な主な鋼種
- 低炭素鋼(SC材、SPCC材)
- 快削鋼(SUM材) 他
ソルト浸炭焼入(液体浸炭)
塩浴中で鋼材を加熱浸炭し、焼入冷却も塩浴で行います。塩浴処理のメリットである均一で歪みが少ない処理を実現できます。

特徴
小型部品や単品物、浅い浸炭層深さを得るのに適しています。
適用可能な主な鋼種
- 肌焼き鋼(SCM415等、低炭素の機械構造用合金鋼)
- 低炭素鋼(SC材、SPCC材)
- 快削鋼(SUM材) 他
浸炭防止(防炭)
一般的に浸炭焼入は低炭素鋼の表面炭素濃度を高めて、焼入硬化をさせますが、一つの部品の中で浸炭硬化させたい部位と、そうでない部位がある場合に、浸炭防止剤(防炭剤)を使用し部分的にマスキングを行なう処理が浸炭防止(防炭)処理になります。浸炭防止(防炭)処理によりマスキングされた部分は、製品表面の炭素濃度が上がらず、元々の母材の炭素量のまま焼入されるため、浸炭された部位に比べて硬度が低くなります。
熱処理後の工程で切削加工が必要な場合や、溶接が必要な場合の割れ防止、ネジ部を硬化させないなどの目的で処理を行います。

CASE加工事例
CASE1.自動車部品の加工例1
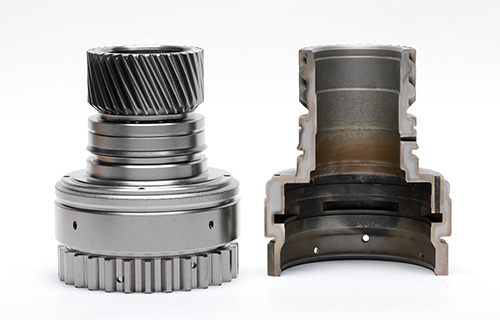
| 名称 | ギヤ |
|---|---|
| 処理方法 | 浸炭焼入(浸炭防止処理有り) |
| 材質 | SCr420 |
| 表面硬度 | HV770程度 |
| 浸炭層深さ | 0.8mm程度 |
CASE2.自動車部品の加工例2

| 名称 | ピン |
|---|---|
| 処理方法 | 浸炭焼入 |
| 材質 | SCr415 |
| 表面硬度 | HV770程度 |
| 浸炭層深さ | 0.7mm程度 |
CASE3.産業機械部品の加工例
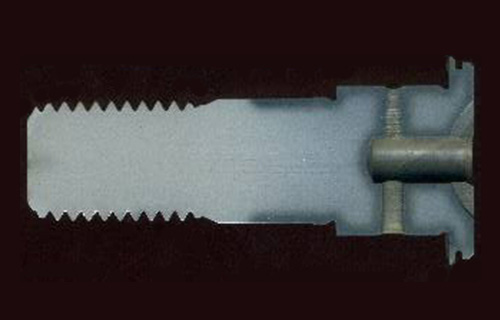
| 名称 | 軸 |
|---|---|
| 処理方法 | 浸炭焼入(ネジ部浸炭防止処理有り) |
| 材質 | SCr420 |
| 表面硬度 | HV780程度 |
| 防炭部硬度 | HV390程度 |
| 浸炭層深さ | 0.8mm程度 |
CASE4.精密部品の加工例

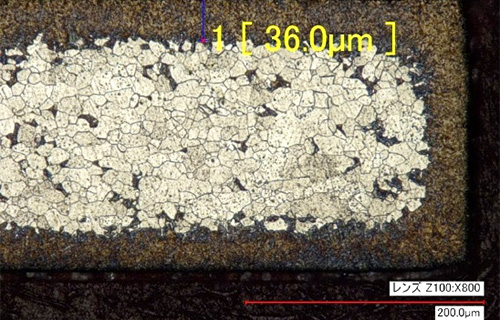
| 名称 | アマチュア |
|---|---|
| 処理方法 | ソルト浸炭焼入 |
| 材質 | 珪素鋼板 |
| 表面硬度 | HV700程度 |
| 浸炭層深さ | 36µm程度 |