高周波熱処理


高周波誘導電流を利用した加熱方法(IH:Induction Heating)で、
金属の表面や一部分のみを急速に加熱する場合に用いられます。
銅製の加熱コイルに交流電流を流すと、加熱コイルの内部に電磁誘導による交番磁界が発生します。加熱コイルに製品を近づけると製品表面に誘導渦電流が発生し、鋼材の電気抵抗により鋼材表面が自己発熱します。交流電流の周波数が高いほど表面のみが加熱され、周波数が低いほど鋼材内部まで入り込み加熱されます。
TECHNOLOGY加工技術
高周波焼入
高周波誘導電流により製品を急速に加熱し、その後急速冷却して焼入れ硬化させる方法です。材質や形状により目標とする硬さや硬化深さとなるように、加熱コイルや冷却ジャケットを選定し、周波数・電圧・時間等の加熱や冷却の条件を設定し焼入します。
特徴
- 必要な部分や表面だけを焼入硬化する事が出来る。
- 急速加熱、急速冷却のため、表面の酸化や脱炭が少なく、熱変形も少ない。
- 表面硬さが高く、耐摩耗性に優れる。
- 表面の圧縮残留応力が大きく、疲れ強さに優れる。
- 表面焼入のため、内部は元の素材のままで高い靱性が保たれる。
- 製品形状にあった加熱コイルや冷却ジャケットが必要。
適用可能な主な鋼種
- 機械構造用炭素鋼(SC材)
- 機械構造用合金鋼(SCM材等)
- 軸受鋼(SUJ2等)
- 工具鋼(SK,SKS材等)
- 鋳鉄
- マルテンサイト系ステンレス 他
高周波焼戻し・焼鈍し
高周波焼入れと同様に加熱コイルを使用して製品を加熱し、製品の表面や一部分のみ焼戻し、焼鈍しを行う方法。
特徴
- 焼入により硬化した製品を部分的に軟化させることが可能。
- 急速加熱のため、加熱時間が短く、他の部分への熱影響が比較的少ない。
用途
- ねじ部のみの軟化
- 焼入後に追加工や後加工を行いたい部位のみの軟化 他
CASE加工事例
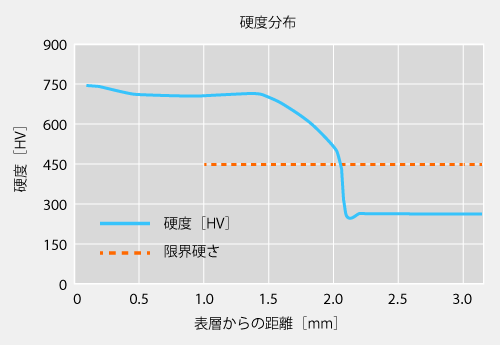
CASE1.自動車部品の加工例1
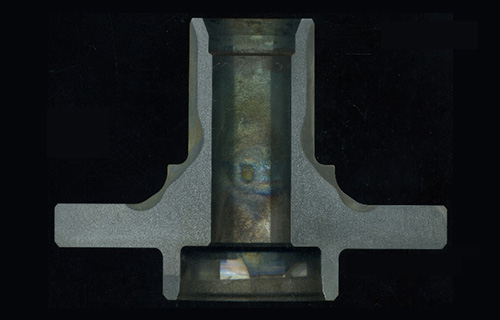
| 名称 | ハブ |
|---|---|
| 焼入方法 | 定置一発焼入 |
| 材質 | S58C |
| 表面硬度 | HV750程度 |
| 硬化層深さ | 2mm程度 |
CASE2.自動車部品の加工例2

| 名称 | シャフト |
|---|---|
| 焼入方法 | 定置一発焼入 |
| 材質 | SK85(SK5) |
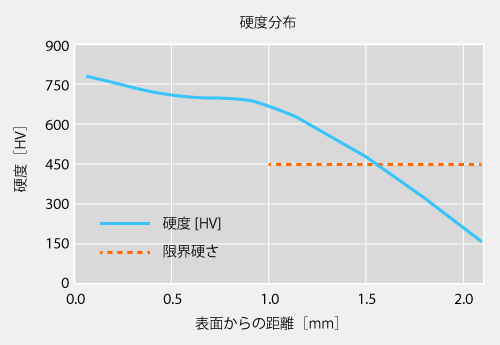
| 表面硬度 | HV800程度 |
| 硬化層深さ | 1.2mm程度 |
CASE3.産業機械部品の加工例
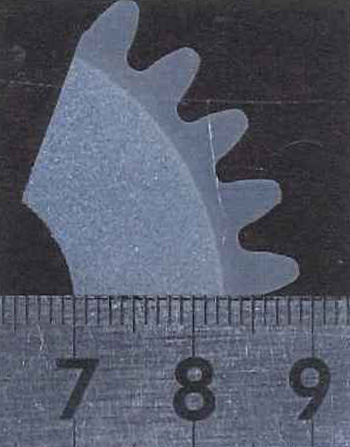
| 名称 | ギヤ(φ60×20t、モジュール2.0) |
|---|---|
| 材質 | S45C |
| 焼入方法 | 定置一発焼入 |
| 表面硬度 | HRC58程度 |
| 硬化層深さ | 歯底より1.5mm程度 |
CASE4.建機部品の加工例
| 名称 | シャフト(φ50×850L) |
|---|---|
| 材質 | S45C |
| 焼入方法 | 移動焼入 |
| 表面硬度 | HRC53程度 |
| 硬化層深さ | 2.0mm程度 |
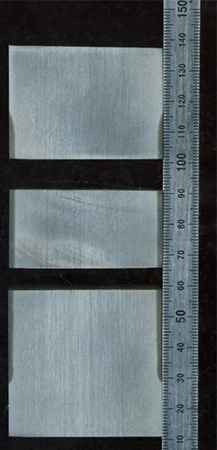
CASE5.自動車部品の加工例3

| 名称 | シャフト(φ50×850L) |
|---|---|
| 材質 | SCr420H |
| 処理方法 | ネジ部高周波焼き鈍し(浸炭焼入品) |
| 表面硬度 | HV350程度 |